这种工艺方法是将金属刷压在基材表面移动,从而产生具有方向性的条纹,也被称为拉丝。
小规模的磨刷使用市售的金属刷即可,但对于较大规模的磨刷,则使用较宽的刷子,采用使刷子在工件上方移动或是让工件在刷子下方移动的半自动式。
刷子的另一种形态,是让构成刷子的金属丝成放射状排列的轮刷。就像纸抛光轮一样,轮刷可以安装到抛光机上并旋转以形成具有方向性的条纹。轮刷的种类及精细程度如表1所示。
【表1】刷子的种类及精细程度
精加工程度 | 刷子种类 | 外观 |
粗目 | 直径0.5~0.8mm的不锈钢或钢丝刷 | 50s左右 |
中目精加工 | 直径0.12~0.36mm的不锈钢或钢丝刷 | 12s~18s |
细目精加工 | 直径0.05~0.1mm的黄铜丝或不锈钢刷 | 3s~12s |
光泽精加工 | 直径0.05以下的黄铜丝或不锈钢刷 | 3s左右 |
轮刷有各种直径,请根据用途相应选用。此外,也有将金属线折弯并适量固定在钢板上的毛刷类型。将其放在抛光机上时,效果会因金属线的长度而异。
一般来说,如果金属线较长且圆周线速度高,则加工痕迹会呈点状,而如果圆周线速度低,加工痕迹就会成为线状。对于轮刷来说,金属丝尖端的锋利度是个很重要的问题,因此有时会将浮石、砖块等按压在旋转的轮刷上,以去除积聚的氧化物和金属粉末。
磨刷加工时需要注意的一点是,如果工件是铝等软金属,金属丝碎片及粉末可能会咬入工件中。如果在这种状态下进行阳极氧化处理或化学转化处理,会让皮膜部分发黑进行称为次品,因此需要进行预处理以去除这些碎片及粉末。
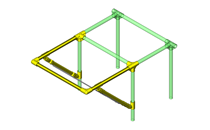
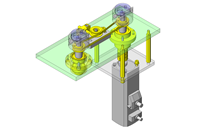
【图1】表示拉丝加工,【图2】表示刮擦加工。
")